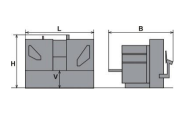
DESIGN:
Base:
● a sturdy, heavy weldment of thick plates. The weldment is annealed before machining.
● Effective vibration damping
●Compact design
● The base is designed for handling by forklift or crane. Material clamping mechanism
● secure clamping by four-point hydraulic clamping in front of the disc + two-point clamping behind the disc
●prevention of burrs by means of infinitely adjustable clamping force
● material clamping controlled by a pressure switch
● full stroke cylinders without the need for mechanical presetting
Gearbox:
●The unique design of the multi-stage gearbox, machined from one block of steel per clamping, ensures maximum accuracy and dimensional stability.
●Compact vibration-damping design with high rigidity of the machine/tool/workpiece unit
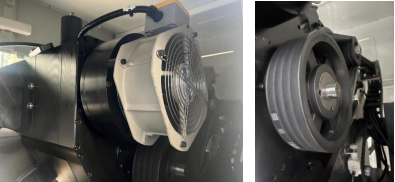
● Helical gears guarantee high efficiency and quiet running
● Primary transmission by a multi row V-belt is the first stage of vibration damping
● maximum use of the cutting range thanks to the appropriate concept of gearbox, belt drive, and frequency converter of the spindle drive
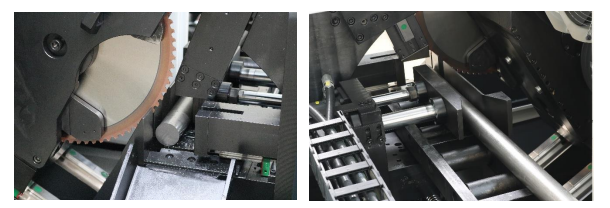
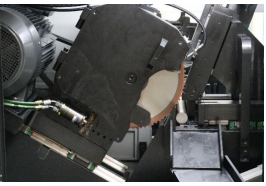
Wheel guidance:
● Three-point wheel guidance in carbide inserts as close to the cutting area as possible
● Simple precision setting based on precision machining
● Double-sided guide blocks for maximum stabilization of cutting wheels
Wheel cleaning:
● Adjustable steel brush with active hydraulic motor drive
● Effective tool cleaning minimizes defect formation on the tool edge and increases tool life

Lubrication of the disc :
● Micronizer for applying a minimum amount of oil mist on the surface of the disc
● Low level control using a float sensor
● Setting the amount of oil and the number of pulses directly from the control panel

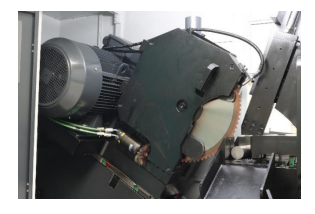
Drive mechanism of the blade
• a powerful asynchronous motor provides the torque to generate the necessary cutting force
• the optimum cutting conditions are continuously adjusted by a frequency converter
• the primary motor/gearbox transmission is implemented by a multiple V-belt with a first speed reduction stage.
• Easy access for tensioning and changing belts to eliminate vibrations from the tool and ensure a smooth cut, the spindle is braked by an electrically operated disc brake.
• the spindle speed is sensed to ensure safe entry of the operator into the blade area. Zero speed = enabling tool handling
Feed the mechanism into the cut
• feed of the saw into the cut via a pre-tensioned linear guide
• feed drive by servo motor and ball screw with active hydropneumatic system with back pressure to limit vibrations caused by the phenomenon of adjacent milling when cutting with the blade
• electronically controlled start and stop ramps for optimal cutting process
• Control of the process continuously during the cut by changing parameters on the control panel
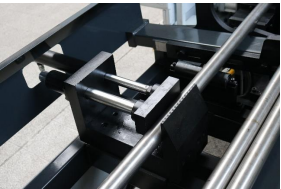
Feeding vise mechanism
• Hydraulic clamp with adjustable clamping force allows for maximum acceleration
• optimized for dynamic feeds and continuous loads
• system for eliminating contact between the feeder and the curved bar during feedingnon-contact reverse movement of the feeder thanks to the unique system of transverse movement of the feeder - rebound
• precise position adjustment by means of a powerful servomotor with repeatable accuracy in the order of 0,02 mm
• bar foundation function with pre-gripping for longer lengths and laser detection of material start and end
Hydraulics
• robust and reliable design with high durability
• easy assembly, disassembly and maintenance
• working pressure up to 50 bar and flow rate up to 6 l/min
• 90-litre tank capacity for cooling in all conditions
• Accumulator for balancing flows during short cycles
• active oil cooler

CONTROL SYSTEM:
• siemens Simatic S7 1200 developed for high performance and machine control efficiency
• System for fast machine diagnostics via remote management
• SINAMICS V20 and V90 series frequency converters with safety integrated function for safe stopping of drives
• Intuitive software with operator-friendly functions Control panel
• touchscreen industrial control panel HM, KTP 900 BASIC SIEMENS with a diagonal 9 and high resolution graphic interface with a capacity of thousands of cutting entries
• possibility to export and import programs via USB Electrical switchboard
• quality RITTAL switchboard integrated in the saw
• RITTAL fan with efficient cooling technology for trouble-free machine

Chip ejector
• Chip conveyor belt
• Continuous chip evacuation from the saw area • Intuitive PLUG AND PLAY connector
• Ejector height is 1200 mm
• Ejector location on castors for easy handling during cleaning and servicing Oil mist extraction equipment - option
• equipment designed to extract oil mist generated during cutting
• cleans micro dust, micro mists and smoke using a cyclone filter without the need to change liners.

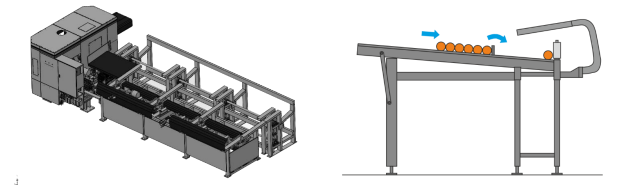
Input gravity material hopper
• inclined profiles for fixed-angle foundation material, central adjustment of single bar removal
• Feeding of bars directly into the feeder space saves additional loading times
• Hydraulically operated separation system
 • design for bar lengths of 1.7-6 m,
• design for bar lengths of 1.7-6 m,
• intuitive PLUG AND PLAY connector connection
| Input material flatness – Directness q |
| Nominal diameter |
Tolerance |
Notes |
| d ≤ 25 |
Not determined |
— |
| 25 < d ≤ 80 |
q ≤ 0.4 % × L |
Material length dependent |
| 80 < d ≤ 250 |
q ≤ 0.25 % × L |
Higher straightness required |
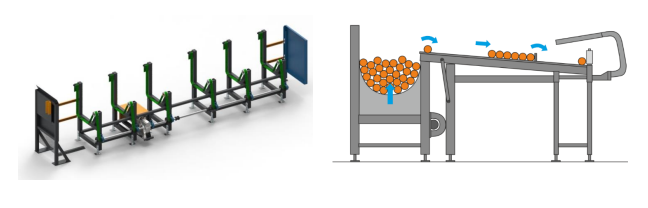
Input bundle tray – accessories
• belt bundle tray for semi-automatic loading
• momentary emptying monitoring
• buttons for manual operation
• bundle width 650 mm, max. bundle weight 5000 kg (for lengths 6-9 m), 2500 kg (for length 3 m)
 MATERIAL OUTPUT
MATERIAL OUTPUT
Sorting separator
• pneumatically operated separator automatically sorts cuts and scraps into a separate box
• Intelligent position sensing using position sensors
• for workpiece lengths 10-150 mm (2 positions)

ACCESSORIES - OPTIONS
Belt conveyor with sorting gate - option
• industrial robust conveyor for material support
• gate for extending into the crate, single-sided (2 positions)
• version in lengths 10-750 mm or 10-1500 mm
• simultaneous cutting and balancing of pieces for lengths 10-750 mm for the 750 mm version
• simultaneous cutting and balancing of pieces for lengths 10-780 mm for the 1500 mm version
• dimensions of crates LxWxH 1200x800x700 mm
• Max. Length 750/1500 mm - possibility of cutting larger lengths only with manual removal after each cut.
• Intuitive PLUG AND PLAY style connector connection

Output flap conveyor - option
• Industrial robust conveyor for material support
• crate ejection flap, reversible (3 positions)
• for 20-105 mm diameter, length cutting option 10-400 mm
• crate dimensions LxWxH 1200x800x700 mm
• intuitive PLUG AND PLAY style connector connection
Outfeed conveyor safety-mesh
• Outfeed conveyor safety-mesh safety barriers
• 3 beam version
• EN ISO 138898:2003+A1:2009 and EN ISO 13855:2010

CONSUMABLES AND PERFORMANCE CALCULATION
Cutting oil
Cutting oil is normally used to lubricate the cutting wheel. A micronizer, which is installed on the machine, doses the oil together with air and feeds it to the wheel, thus creating an oil mist. The oil consumption for standard cutting is approx. 1.5l /8 h (varies according to the material to be cut).
Cutting blades
The blades used on this saw are divided into two basic types:
• Throw away (HM-disposable) - saw blades for highly productive cutting of steel, for solid material and for tubes in different designs according to the application (grade, material cross section,...). The price of these blades is around 200-320 EUR, depending on the design. The discs are not ground, and their lifetime depends on the quality of the material to be cut.
• HSS - saw blades for metal in different designs according to the application (quality, material crosssection). The price of these blades is about 80-200 EUR. The blades can be resharpened several times. The wheels are particularly suitable for cutting thin-walled pipes. The efficiency for cutting solid material is low.
Performance example
- Steel grade 42CrMo4, part number:1.7225
- Round stock diameter 140 mm, bar length 6 m, cut-off length 50 mm
- With carbide wheel diameter 460 x 2.7 mm x 50 teeth:
- Cutting time approx. 24.2 s
- Cycle time approx. 26.2 s
- Hourly output approx. 140 pcs